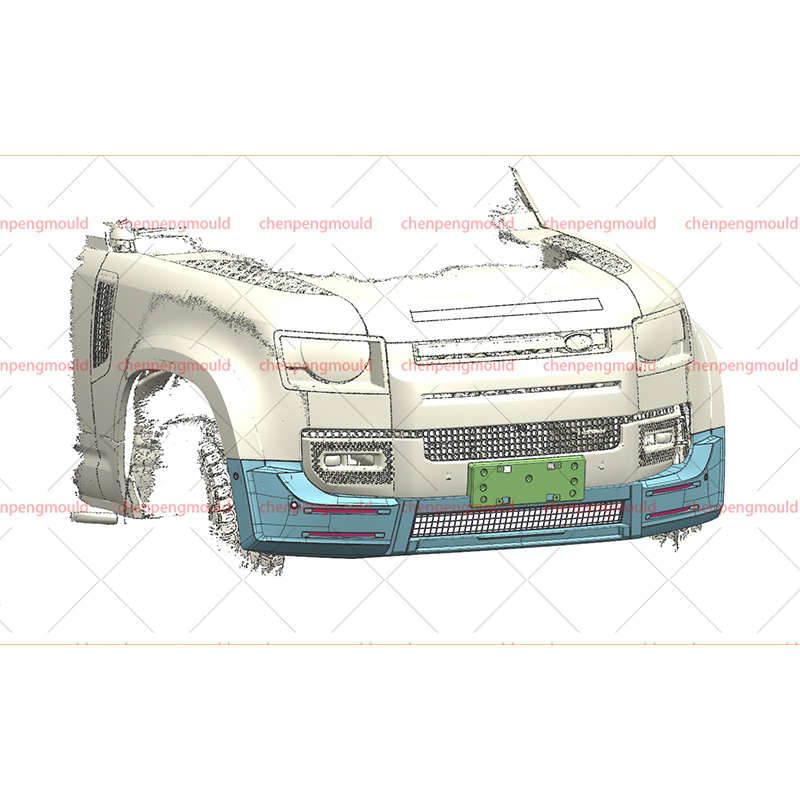
قوالب مصدات السيارات يتم تصنيفها حسب طريقة الحقن وترتيب خط الفراق وعدد التجاويف. تصف النقاط التالية الأنواع الرئيسية المستخدمة في تصنيع السيارات.
قالب عداء بارد ذو طبقتين: أبسط البناء مع طائرة فراق واحدة. يدخل البلاستيك المنصهر من خلال ذباب، ويتدفق إلى المجاري، ثم عبر البوابات إلى التجويف. بعد الطرد، ينفصل نظام العداء عن الجزء. يمثل هذا النوع حوالي 60 بالمائة من قوالب مصدات المركبات التي يقل إنتاجها السنوي عن 30,000 وحدة. يتراوح حجم قاعدة القالب من 1,200 مم × 1,000 مم إلى 2,000 مم × 1,500 مم.
قالب عداء بارد ثلاثي الألواح: تسمح طائرتان منفصلتان بتجريد نظام العداء تلقائيًا من الجزء. يتم سحب الذباب من اللوحة الثابتة بينما ينفصل العداء عند خط الفراق الثاني. تم تحديد هذا النوع لخلايا الإنتاج المؤتمتة بالكامل حيث لا يمكن إزالة العداء يدويًا. وقت الدورة أطول من 3 إلى 5 ثوانٍ من القوالب ذات اللوحتين بسبب حركة اللوحة الإضافية.
قالب عداء ساخن: يتم الاحتفاظ بنظام العداء منصهرًا باستخدام مشعبات ساخنة وأطراف الفوهة. لا يتصلب أي عداء، مما يقلل من نفايات المواد بنسبة 15 إلى 25 بالمائة مقارنة بأنظمة العداء البارد. تحتوي قوالب المصدات الساخنة عادةً على 4 إلى 8 فوهات بوابة صمام مرتبة على طول التجويف. التكلفة الأولية أعلى بنسبة 30 إلى 50 بالمائة من قوالب المعالجة الباردة، لكن فترة الاسترداد تتراوح من 12 إلى 18 شهرًا للإنتاج بكميات كبيرة تتجاوز 100000 قطعة سنويًا.
قالب حقن الضغط المنخفض: مصممة لضغوط الحقن أقل من 30 ميجا باسكال (مقارنة بـ 80-120 ميجا باسكال للقوالب التقليدية). يتم تشكيل التجاويف من سبائك الألومنيوم بدلا من الفولاذ. عمق قناة التنفيس هو 0.08 إلى 0.12 ملم. تُستخدم هذه القوالب في دفعات النماذج الأولية (100 إلى 500 جزء) أو لمواد الأوليفين الحراري (TPO) التي تتطلب تعبئة لطيفة. عمر القالب هو 10.000 إلى 50.000 دورة، مقارنة بـ 500.000 دورة للقوالب الفولاذية.
القائمة المرقمة التالية توضح بالتفصيل المواد المختارة للمكونات المختلفة لقوالب مصدات السيارات، على أساس ظروف الخدمة وحجم الإنتاج.
التجويف والفولاذ الأساسي (حجم كبير> 500000 قطعة): DIN 1.2343 (X40CrMoV5-1) أو الفولاذ الساخن المصنوع من الكروم AISI H11. التركيب: 0.38% كربون، 5.0% كروم، 1.3% موليبدينوم، 0.4% فاناديوم. الصلابة بعد التبريد والتلطيف هي 48-52 HRC. يحافظ هذا الفولاذ على ثبات الأبعاد عند درجات حرارة القالب حتى 80 درجة مئوية. قوة الشد 1,450 ميجا باسكال. الموصلية الحرارية هي 24 واط/م·ك عند 20 درجة مئوية. بالنسبة لقوالب المصد ذات قنوات التبريد المعقدة، يُفضل 1.2343 على P20 بسبب قابلية التلميع الأفضل (يمكن تحقيق Ra 0.05 ميكرون).
احتياطات لاستخدام قالب مصد السيارة
تتم الإشارة إلى الاحتياطات التالية برموز خاصة لتسليط الضوء على متطلبات السلامة ومراقبة الجودة والصيانة الخاصة بقوالب المصد.
التحقق من قوة التثبيت: يتم حساب قوة التثبيت المطلوبة لقالب المصد من 0.3 إلى 0.5 طن لكل سنتيمتر مربع من المساحة المتوقعة. بالنسبة لمصد سيارة سيدان نموذجي (المساحة المتوقعة 2500 سم مربع)، فإن القوة المطلوبة هي 750 إلى 1250 طنًا. يؤدي التشغيل تحت هذه القوة إلى انفصال القالب عند خط الفراق، مما ينتج وميضًا بسمك 0.2 إلى 0.5 مم. يؤدي التشغيل بأكثر من 1.5 مرة من القوة المطلوبة إلى تشويه ألواح قاعدة القالب، مما يخلق انحرافًا دائمًا مرئيًا على شكل فجوة تتراوح بين 0.03-0.05 مم عند قياسها بمقياس المحسس. تحقق من قوة التثبيت باستخدام مقاييس الضغط المثبتة على قضبان الربط، وليس من خلال قراءة مقياس ضغط الماكينة وحده.
ملف التحكم في درجة حرارة القالب: تتطلب قوالب المصد ثلاث مناطق درجة حرارة مستقلة: منطقة البوابة (50-60 درجة مئوية لـ PP، 60-70 درجة مئوية لـ TPO)، التجويف المركزي (40-50 درجة مئوية)، ومناطق نهاية التعبئة (30-40 درجة مئوية). تؤدي الاختلافات في درجات الحرارة التي تتجاوز 15 درجة مئوية بين مناطق البوابة والنهاية إلى انكماش تفاضلي، مما يؤدي إلى ظهور مصد ملتوي مع ملتوي يبلغ طوله 3-5 مم لكل متر. مراقبة كل منطقة باستخدام المزدوجات الحرارية التي تم إدخالها في حدود 5 ملم من سطح التجويف. قم بتدوير الماء المتحكم في درجة حرارته (وليس ماء الصنبور) بمعدلات تدفق تتراوح بين 15-25 لترًا/دقيقة لكل دائرة تبريد.
سرعة الحقن وحدود الضغط: بالنسبة للمصد الذي يبلغ طوله 2000 مم والسمك الاسمي 2.5-3.5 مم، يجب ضبط سرعة الحقن على 80-120 مم/ثانية عند المسمار. تتسبب السرعات الأعلى (أعلى من 150 مم/ثانية) في نفث الهواء وانحباسه بشكل مرئي على شكل خطوط فضية على سطح الفئة أ. تنتج السرعات المنخفضة (أقل من 60 مم/ثانية) مظهرًا متموجًا يسمى "علامة التدفق". يجب ألا يتجاوز الحد الأقصى لضغط الحقن عند الفوهة 120 ميجا باسكال بالنسبة لـ PP و140 ميجا باسكال بالنسبة لـ TPO. تؤدي الضغوط التي تزيد عن 160 ميجا باسكال إلى انحراف التجويف، مما يزيد من سمك الجزء بمقدار 0.1-0.2 مم في المنطقة المركزية.
تجفيف المواد الهيدروسكوبية: تتطلب المواد الواقية من الصدمات مثل PA6 (البولي أميد) أو ABS التجفيف قبل المعالجة. يجب تجفيف PA6 إلى أقل من 0.15% من محتوى الرطوبة باستخدام مجفف مجفف عند درجة حرارة 80 درجة مئوية لمدة 4-6 ساعات. تنتج معالجة PA6 الرطبة غازًا متحللًا يتكثف على سطح القالب المبرد، مما يشكل رواسب بيضاء في التجويف. تمنع هذه الرواسب الإطلاق الصحيح وتتطلب تفكيك القالب للتنظيف. لا يتطلب PP وTPO التجفيف ولكن يجب تخزينهما في حاويات محكمة الغلق لتجنب التلوث بالغبار.
توقيت نظام القاذف: تستخدم قوالب المصد عادةً من 8 إلى 16 دبوسًا للقاذف، بالإضافة إلى قواطع الهواء أو ألواح القاذف الهيدروليكية. يجب أن تكون شوط القاذف أقل بمقدار 5-10 مم من عمق التجويف الكامل لتجنب وضع علامات على الجزء. ضبط سرعة تقدم القاذف على 20-30 مم/ثانية؛ تتسبب السرعات الأعلى (أعلى من 50 مم/ثانية) في انفصال المصد بشكل مفاجئ، مما يترك علامات شاهدة على مواقع دبوس القاذف. بالنسبة لتصميمات المصدات ذات السحب العميق (يتجاوز عمق التجويف 80 مم)، استخدم طردًا على مرحلتين: أول 40 مم بسرعة 15 مم/ثانية، ثم الشوط الكامل بسرعة 25 مم/ثانية.
عمق التنفيس وتكرار التنظيف: يجب أن تكون مناطق التنفيس على خط الفراق بعمق 0.03-0.05 مم وعرض 6-10 مم للPP وTPO غير المملوءة. بالنسبة للمواد المملوءة بالزجاج (10-30% GF)، يزيد عمق فتحة التهوية إلى 0.06-0.08 مم للسماح للألياف الزجاجية بالهروب. تسد فتحات التهوية بعد 10.000-15.000 دورة بسبب بقايا البوليمر المتدهورة. تنظيف الفتحات باستخدام التنظيف بالموجات فوق الصوتية عند 40 درجة مئوية باستخدام منظف قلوي خفيف لمدة 20 دقيقة، يليه التجفيف بالهواء المضغوط. لا تستخدم أبدًا أعوادًا معدنية أو فرشًا سلكية على أعماق فتحة التهوية، لأنها تعمل على توسيع فتحة التهوية وتسبب الوميض.

 +86-18357617666
+86-18357617666











